Apprenez à souder: un guide approfondi
La soudure est une compétence importante pour construire des appareils électroniques.Il a besoin de précision, de connaissances et des bons outils pour établir des connexions solides et fiables.Ce guide explique les techniques et les matériaux importants pour une bonne soudure, comme le choix du bon fer à souder et la compréhension de la façon dont le flux aide à fabriquer des joints de soudure parfaits.Il couvre différents fers à souder et leurs utilisations, mettant en évidence l'importance du contrôle de la température pour protéger les pièces et assurer leur durabilité.Le guide insiste également sur l'utilisation du bon type de soudure, en se concentrant sur les alliages traditionnels et nouveaux pour une meilleure force et des performances articulaires dans diverses conditions.En détaillant comment étancher et maintenir des conseils de soudage et couvrir les méthodes de soudage de base et avancées, ce guide donne aux lecteurs les compétences nécessaires pour effectuer une soudure précise et efficace dans de nombreux projets électroniques.
Catalogue
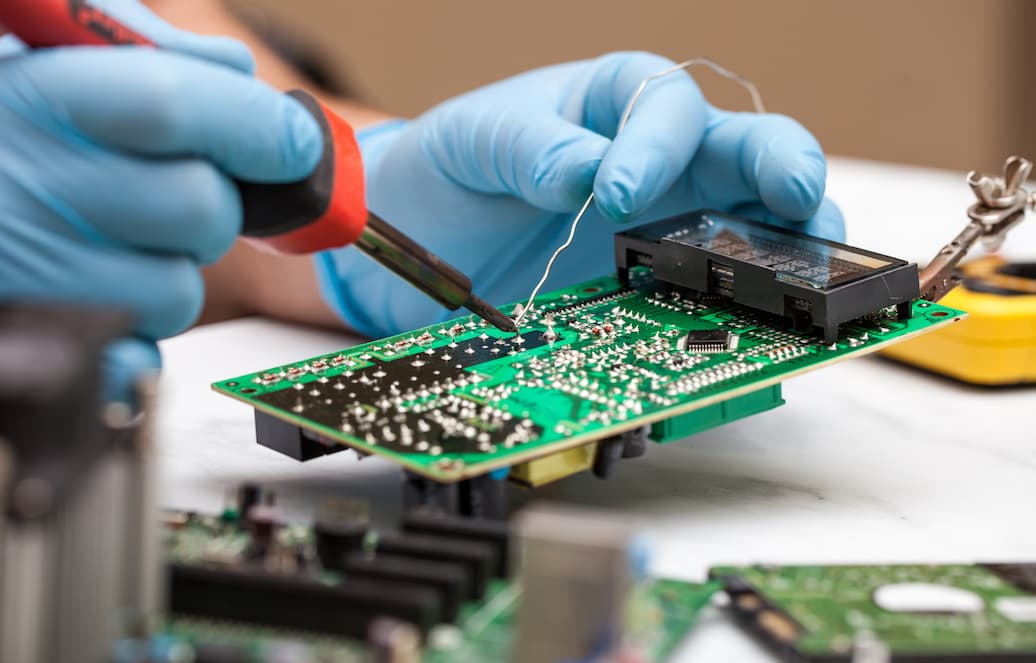
Figure 1: soudure
Le fer à souder
Un fer à souder est un outil important dans l'assemblage électronique, principalement utilisé pour la soudure, qui consiste à rejoindre deux ou plusieurs composants électroniques en faisant fondre la soudure autour d'eux.Ce processus crée une liaison permanente entre les composants et la carte de circuit imprimé.La fonction principale d'un fer à souder est de chauffer la soudure, un alliage métallique fusible, jusqu'à ce qu'il fond et s'écoule dans le joint entre deux pièces, comme un plomb de composant et un point de contact sur le circuit imprimé.

Figure 2: Le fer à souder
Vous avez besoin d'un fer à souder pour fixer les composants aux cartes de circuits imprimées.Il fournit du chaleur pour faire fondre la soudure, lui permettant de couler et de combler les minuscules lacunes entre la broche du composant et le coussin sur la carte de circuit imprimé.Une fois que la soudure refroidit, elle se solidifie, formant une connexion électrique et mécanique qui sécurise le composant à la carte.Ce processus fait que les appareils électroniques fonctionnent correctement.Grâce à cette méthode, des composants comme les résistances, les condensateurs et les circuits intégrés sont fermement attachés aux PCB, formant le cœur d'innombrables dispositifs électroniques.
Types de fers à souder

Figure 3: Irons de soudage à forte et haute puissance
Fers à soudure à faible puissance
Les fers à souder avec une puissance de 15 à 40 watts sont parfaits pour un travail électronique délicat.Ils sont idéaux pour les tâches comme la fixation des composants aux cartes de circuits imprimées, où une chaleur excessive pourrait endommager les pièces sensibles.La puissance inférieure permet un contrôle précis de la température, réduisant le risque de surchauffer la soudure ou les composants délicats.Cependant, ces fers se réchauffent plus lentement et peuvent avoir du mal à maintenir une température cohérente pendant une utilisation prolongée ou lorsqu'ils travaillent avec des composants qui ont une masse thermique élevée.
Fers à soudure de puissance élevée
Les fers à souder avec une puissance de 60 à 100 watts ou plus sont conçus pour des tâches qui nécessitent une chaleur élevée rapide et cohérente.Ces outils sont importants pour assembler des pièces plus grandes ou des fils épais, car ils ont besoin d'une chaleur forte et régulière pour fabriquer des joints de soudure solide.Les fers à forte puissance sont également bien adaptés pour des tâches de soudage continues et exigeantes, en maintenant des températures élevées sans baisse thermique.Cette fiabilité utile dans des contextes professionnels où l'efficacité du temps et le débit rapide sont importants.
Avantages des stations de soudage à température contrôlée
Une qualité et une fiabilité cohérentes garantissent des joints de soudure uniformes, empêchant les points faibles et les échecs dans les circuits électroniques.
La sécurité améliorée des composants applique une chaleur précise, en évitant les chocs thermiques et les dommages liés à la chaleur aux composants sensibles.
L'amélioration de la vitesse de soudage et de l'efficacité élimine le besoin de réglages manuels de la température, accélérant le processus de soudage.
La réduction des déchets et des retouches réduit les défauts et les retravailleurs, conservant les ressources et minimisant les déchets.
Gérer la température pour éviter les dommages et assurer une soudure de haute qualité
Voici des stratégies de gestion efficace de la température:
Tout d'abord, choisissez des fers à souder et des conseils qui maintiennent des températures cohérentes.Sélectionnez des conseils en fonction de leur conductivité thermique et de leur capacité à maintenir la température, car ces facteurs influencent l'administration de chaleur à l'articulation de la soudure;
Deuxièmement, calibrez régulièrement l'équipement de soudage pour assurer des affichages de température précis.Maintenir l'équipement en nettoyant et en remplaçant les conseils usés pour assurer un transfert de chaleur efficace et contrôlé;
Troisièmement, les systèmes de rétroaction de la température: utilisez des stations de soudage avancées avec des systèmes de rétroaction de température pour une précision améliorée.Ces systèmes ajustent la puissance de sortie pour maintenir la température définie, compensant la charge thermique et les changements de température ambiante;
Ensuite, les opérateurs doivent être formés non seulement aux techniques de soudage mais également à l'importance du contrôle de la température.Ils doivent savoir lire et ajuster les paramètres sur les unités à température contrôlée et reconnaître les signes d'applications de température incorrectes;
Enfin, contrôlez l'environnement de soudure pour éviter les fluctuations de température ambiante.L'installation de systèmes de climatisation ou de chauffage pour maintenir un environnement stable aide à prévenir les joints de soudure incohérents.
La soudure
La soudure est un besoin en alliage métallique fusible pour créer des liaisons permanentes entre les pièces métalliques dans l'électronique et la plomberie.Il doit mouiller les matériaux qu'il rejoint efficacement, être facile à utiliser et maintenir la résistance mécanique.Bien que les compositions de soudure varient, un mélange traditionnel est l'étain et le plomb.

Figure 4: soudure
Une composition de soudure historiquement répandue est de 60% de TIN et 40% de plomb.Ce mélange eutectique fond entre 183 et 190 ° C (361-374 ° F) et transitions en douceur entre les états solides et liquides.Cet alliage équilibre la résistance mécanique avec facilité d'utilisation, ce qui le rend populaire pour le soudage manuel.Il produit une finition brillante lorsqu'elle est refroidie, indiquant un joint bien fait.
Des soldats sans plomb ont été développés pour répondre aux préoccupations de la santé et de l'environnement.Cependant, les soldats à tête d'étain restent utilisés lorsque les options sans plomb ne peuvent pas répondre aux besoins de performances, comme dans des environnements à haute température.Les soldats à base de plomb sont plus faciles à travailler, car ils fondent à des températures plus basses et des surfaces humides plus efficacement que de nombreuses alternatives sans plomb.
Variétés de soudure et leurs applications
Fine vs soudure épaisse: différenciation des utilisations dans des applications électroniques
La soudure est disponible en différents diamètres, chacune adaptée à des tâches spécifiques.La soudure fine, mesurant entre 0,010 et 0,031 pouces de diamètre, est idéale pour les travaux de précision tels que le soudage sur les circuits imprimés densément emballés (PCB) où les composants sont proches les uns des autres.Son plus petit diamètre offre un meilleur contrôle et réduit le risque de créer des ponts de soudure entre les broches à proximité sur des composants comme les microcontrôleurs ou les dispositifs de montage en surface (SMD).
Une soudure épaisse, généralement de plus de 0,062 pouces de diamètre, est utilisée pour les tâches qui nécessitent plus de soudure, comme la connexion de composants et de fils plus grands ou de travailler avec l'électronique d'alimentation.Une soudure épaisse excelle dans un transfert de chaleur efficace, mieux pour les joints à courant élevé ou les grandes masses thermiques.Cette propriété permet à la soudure de s'écouler rapidement et de former des connexions solides et fiables et accélérer le processus de soudage.
Le choix entre la soudure fine et épaisse dépend des besoins physiques et thermiques des composants.La soudure fine est souvent choisie pour l'électronique sensible où une chaleur excessive pourrait endommager les pièces délicates.Une soudure épaisse est préférée pour refroidir rapidement et solidifier l'articulation sans surchauffer les zones voisines.
Voldeurs spéciaux: explorer une résistance aux articulations améliorées avec des matériaux ajoutés
Au-delà de la soudure traditionnelle du plomb, il y a des soldats avec des matériaux supplémentaires, comme l'argent, pour augmenter la résistance et les performances articulaires.Les soldats argentés sont appréciés à la fois en électronique et en plomberie pour leurs propriétés mécaniques supérieures et des points de fusion inférieurs par rapport aux soldats purs-plomb.
En électronique, l'ajout d'argent améliore la conductivité et la résistance à la fatigue thermique, ce qui le rend parfait pour les environnements à haute fréquence ou à haute température.Par exemple, la soudure argentée est utilisée dans les applications automobiles, l'électronique aérospatiale et les panneaux solaires, où les joints doivent résister aux conditions rigoureuses.
L'augmentation de la résistance aux articulations de l'argent réduit le risque de défaillance mécanique.De plus, l'argent abaisse le point de fusion de la soudure, réduisant la contrainte thermique sur les composants pendant le processus de soudage.Cependant, le coût plus élevé de l'argent rend ces soldats moins économiques pour les applications standard.Leur utilisation est justifiée dans les situations où la fiabilité et les performances à long terme sont plus importants que les coûts initiaux.
Rôle de flux
Le flux est requis en soudage car il prépare les surfaces métalliques pour l'application de soudure.Son travail consiste à nettoyer et à amorcer ces surfaces, en veillant à ce qu'ils soient exempts d'oxydes et de contaminants qui peuvent affaiblir la liaison.Lorsque les métaux sont chauffés pendant le soudage, ils ont tendance à s'oxyder au contact de l'air.Cette oxydation crée une couche d'oxyde métallique non conductrice qui entrave une bonne adhérence à la soudure.
Lorsque le flux est appliqué et chauffé sur une surface métallique, il active et élimine ces oxydes et nettoyait efficacement la surface.Cela expose le métal propre en dessous, permettant à la soudure de se lier plus efficacement.Le flux améliore également les propriétés de mouillage de la soudure, ce qui signifie que la soudure peut se propager uniformément et établir un meilleur contact avec le métal, bon pour créer une forte connexion électrique et mécanique.

Figure 5: Flux de soudure
Types de flux
Voici quelques types de flux courants utilisés dans le soudage:
• Flux de colophènes: en résine naturelle extraite des pins, le flux de colophènes est utilisé dans le soudage électrique et électronique.Il empêche l'oxydation aux températures de soudure et est légère dans son action.Il y a trois sous-types basés sur le niveau d'activité: la colophane (R), l'activation des colotions (RA) et la colophane légèrement activé (RMA).Les flux RA et RMA contiennent des additifs qui améliorent leur action de nettoyage, ce qui les rend utiles pour les surfaces avec plus d'oxydation.

Figure 6: Flux de la colophane
• Flux soluble dans l'eau: ces flux sont plus agressifs que ceux à base de colophènes et peuvent être emportés avec de l'eau après le soudure.Ils sont utilisés dans les applications de plomberie et de haute pureté.
• Flux sans nettoyage: conçu pour minimiser le nettoyage post-déluminant, les flux sans nettoyage laissent des résidus minimaux non conducteurs et non corrosifs.Ils sont parfaits lorsque l'apparence de l'assemblage est important et lorsque le nettoyage supplémentaire pourrait nuire aux pièces délicates.Les flux sans nettoyage sont utilisés pour fabriquer l'électronique grand public car ils aident à être efficaces et à gérer une production à grande échelle.

Figure 7: Flux sans nettoyage
• Flux acide: ce flux hautement corrosif est utilisé pour les applications non électroniques comme le travail en tôle et la plomberie avec des tuyaux en cuivre.Il supprime l'oxydation mais ne convient pas à l'électronique délicate, car elle peut corroder les circuits imprimés et les composants.
La pointe de la soudure

Figure 8: les conseils de soudage
Types de conseils
Conseils coniques
Les pointes coniques, ou pointes de cône, ont une forme nette et en forme de cône qui les rend polyvalentes pour les tâches de soudage de précision.Leur point étroit permet d'accéder à des espaces restreints, permettant un soudage détaillé sur les composants sensibles sans déranger les zones adjacentes.Cette astuce est efficace pour le soudage précis aux jonctions ou entre les fils étroitement emballés, garantissant une précision et une perturbation minimale.

Figure 9: Conseil de soudage conique
Conseils pointus
Les pointes pointues ont une extrémité plus nette que les conseils coniques, améliorant la précision et dirigeant la chaleur vers des cibles plus petites.Cette conception est bonne pour le soudage détaillé sur les circuits imprimés (PCB) où la chaleur exacte est requise.Les pointes pointues excellent dans la lutte contre les joints de soudure individuels et la navigation des assemblages électroniques densément peuplés, offrant une précision ponctuelle bonne pour les travaux de circuits de haute qualité.

Figure 10: Conseil de soudage pointu
Conseils de tournevis
Les pointes du tournevis ont une extrémité plate et en forme de tournevis, ce qui les rend optimales pour souder les grandes surfaces qui nécessitent une distribution de chaleur substantielle.Ces conseils facilitent le transfert de chaleur rapide sur des zones plus grandes, idéales pour les fils de soudage ou les composants qui ont besoin d'un chauffage rapide.Leur large surface est utile pour le chauffage uniformément et les fils d'étape, la rationalisation des processus dans des réglages de production à haut volume.

Figure 11: Conseil de soudage des tournevis
Conseils de ciseau
Les pointes de ciseau combinent les fonctionnalités des conseils plats et pointus, avec une extrémité plate et plate qui se rétrécit légèrement.Cette conception équilibre un transfert de chaleur efficace et une application ciblée, ce qui les rend adaptés à la fois pour le soudage des grands composants et les tâches détaillées.Évalué dans les environnements professionnels, les conseils de ciseau prennent en charge diverses applications, de la soudure de glisser vers le pontage de plusieurs épingles simultanément, fournissant un outil polyvalent dans les arsenaux de soudure.

Figure 12: Conseil de soudage ciselier
Conseils de biseau
Les pointes de biseau mélangent les caractéristiques des pointes coniques et du burin, ce qui les rend adaptables à la soudure générale à travers différentes tailles de composants.Leur conception permet une soudure précise mais forte, idéale pour des tâches électroniques détaillées et des applications plus lourdes nécessitant un transfert de chaleur efficace sur des tampons ou des prospects plus grands.Cette double fonctionnalité fait des conseils de biseau pour les techniciens ayant besoin d'un équilibre entre les détails et l'échelle dans les tâches de soudage.

Figure 13: Astuce de soudage conduite
Pointes de couteau
Les pointes de couteau sont fabriquées pour le soudage de traînée, où la pointe est traînée le long d'une série d'épingles ou de coussinets pour créer plusieurs connexions de soudure en un seul mouvement.Ce type de pointe est inestimable pour gérer efficacement plusieurs joints, sur les dispositifs de montage en surface sur les PCB.La forme en forme de couteau permet un soudage continu entre les connexions sans soulever le fer et améliorer la productivité dans des opérations de soudage spécifiques.

Figure 14: Astuce de soudage au couteau
Entretien de la pointe
Deux méthodes courantes pour nettoyer la pointe consistent à utiliser une éponge humide et à utiliser la laine métallique.
Éponge humide: Cette méthode traditionnelle implique d'essuyer la pointe de soudure chaude sur une éponge humide.Le principal avantage est qu'il élimine efficacement les anciens résidus de soudure et de flux sans être trop abrasif.L'humidité refroidit rapidement la soudure, ce qui facilite l'essuyage.Cependant, le refroidissement soudain peut provoquer un choc thermique, potentiellement endommageant la pointe au fil du temps et réduisant sa durée de vie.
Laine en métal: la laine métallique, souvent en laiton ou en acier inoxydable, fournit une méthode de nettoyage différente.L'essuyant la pointe contre la laine métallique le nettoie sans provoquer un refroidissement brusque, réduire la contrainte thermique et éventuellement prolonger la durée de vie de la pointe.Cependant, la nature abrasive de la laine métallique peut porter la pointe si elle est trop utilisée.

Figure 15: Deux méthodes courantes pour nettoyer la pointe
Engendrer l'astuce: processus et importance
Pour commencer le processus d'étage, assurez-vous d'abord que la pointe est propre en utilisant une éponge humide ou une laine métallique.Ensuite, chauffer le fer à souder à sa température de fonctionnement.Une fois chauffé, touchez une petite quantité de soudure directement à la pointe et couvrez doucement la pointe entière avec la soudure fondée.Enfin, essuyez brièvement la pointe sur un matériau de nettoyage pour éliminer tout excès de soudure, laissant un revêtement brillant sur la pointe.
L'étape d'étage est important pour maintenir la longévité et l'efficacité d'une pointe de fer à souder.En créant une couche protectrice, l'étron d'étage empêche l'oxydation et la corrosion lorsque la pointe est chaude et exposée à l'air.Une pointe bien déterminée améliore la conductivité thermique, permettant un transfert de chaleur plus efficace et précis vers l'articulation de la soudure.Un étanché régulier améliore non seulement les performances, mais prolonge également la durée de vie de la pointe en le gardant propre et bien entretenu, réduisant ainsi la fréquence des remplacements.
Techniques de soudure
Nous explorerons diverses techniques de soudage, leurs méthodes, leurs utilisations et leurs conseils pour les meilleures pratiques.
Soudure douce
La soudure douce est la technique la plus courante de l'électronique.Il utilise un alliage de point de fusion bas, un mélange d'étain et de plomb, ou pour des options plus sûres, en étain avec du cuivre ou de l'argent.La température est relativement basse, autour de 250 ° C, adaptée aux composants électroniques sensibles à la chaleur.
Pour commencer à souder, commencez par nettoyer soigneusement les surfaces à joindre, garantissant que toutes les huiles et l'oxydation sont retirées.Ensuite, appliquez un flux aux surfaces pour prévenir l'oxydation pendant le processus de soudage.Chauffer le joint à l'aide d'un fer à souder, puis appliquer la soudure, ce qui lui permet de s'écouler librement sur le joint pour créer une connexion sécurisée.Pour des résultats optimaux, utilisez un fer à souder avec la taille appropriée de la pointe pour maintenir un meilleur contrôle de la chaleur et éviter de surchauffer les composants, ce qui pourrait entraîner des dommages.Assurez-vous que la soudure est répartie uniformément pour obtenir une connexion fiable et durable.
Soudure dure
La soudure dure, ou le brasage, utilise un alliage de point de fusion plus élevé, un alliage en laiton ou en argent, à des températures allant de 600 à 900 ° C.Il convient pour rejoindre des pièces métalliques dans la plomberie, les systèmes CVC et d'autres situations nécessitant de solides articulations.
Tout d'abord, assurez-vous que toutes les surfaces sont méticuleusement nettoyées.Ensuite, appliquez un flux à la zone pour prévenir l'oxydation lorsqu'elle est exposée à des températures élevées.Ensuite, chauffez les pièces avec une torche et appliquez soigneusement la soudure.Il est important de chauffer soigneusement le joint sans surchauffer le métal environnant.Portez toujours des équipements de sécurité, tels que les gants et la protection des yeux, pour se protéger contre les températures élevées et les éclaboussures métalliques potentielles.
Soudeur de reflux
Le soudage de reflux est utilisé dans la fabrication de PCB (cartes de circuits imprimées) pour souder simultanément plusieurs composants.Cette technique consiste à appliquer une pâte de soudure (un mélange de flux et de particules de soudure) sur la planche, de plaçant des composants sur le dessus, puis de chauffer l'assemblage dans un four de reflux.
Pour assembler une carte de circuit imprimé (PCB), commencez par appliquer une pâte de soudure sur la carte à l'aide d'un pochoir.Ensuite, positionnez soigneusement les composants sur la planche.Ensuite, exécutez le PCB via un four de reflux, assurant un profil de température contrôlé.Surveillez la température pour prévenir les joints froids ou les composants surchauffés.Et enfin, assurez-vous que la pâte de soudure est fraîche et stockée correctement pour maintenir son efficacité.
Soudure d'onde
Le soudage d'onde est un processus de soudage de masse pour les PCB, efficace pour les composants plaqués à travers.Cela implique de passer le PCB sur une vague de soudure foncière qui colle aux zones métalliques exposées où le flux a été appliqué.
Commencez par insérer tous les composants à travers le trou sur le PCB.Ensuite, appliquez un flux au bas du PCB pour faciliter le processus de soudage.Ensuite, passez le PCB sur une onde de soudure en fusion à l'aide d'un système de convoyeur, garantissant que la soudure adhère correctement.Pour des résultats optimaux, ajustez la vitesse du convoyeur et la hauteur de l'onde pour obtenir une soudure uniforme à travers le tableau.Préchauffer le PCB pour éviter les chocs thermiques et assurer un flux de soudure plus lisse.
Comment souder?
Avant de commencer tout travail de soudure, il est important de préparer votre fer à souder en enrobant sa pointe de soudure.Cela aide le fer à se réchauffer et dure plus longtemps en empêchant l'usure.Tout d'abord, fixez la pointe au fer et allumez-la, en fixant la température à 400 ° C (752 ° F) si vous pouvez l'ajuster.Nettoyez la pointe avec une éponge humide pour éliminer toute saleté ou rouille.Une fois propre, chauffez un peu la pointe et touchez-la avec la soudure jusqu'à ce qu'elle soit uniformément enduite.Vous devez le faire avant et après chaque utilisation pour garder la pointe en bonne forme.Au fil du temps, la pointe s'use et doit être remplacée si elle devient rugueuse ou endommagée.
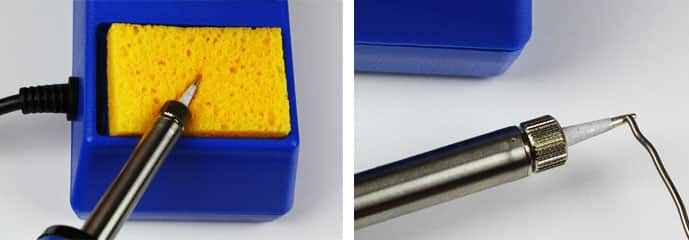
Figure 16: en étancher de la pointe
Pour souder une LED à une carte de circuit imprimé, commencez par insérer les plombs LED dans les trous désignés.Retournez la planche et pliez les fils vers l'extérieur à un angle de 45 degrés pour les maintenir en contact avec le cuivre.Puissance sur le fer à souder et réglez-le à 400 ° C.Faites chauffer le joint en plaçant la pointe du fer contre le cuivre en cuivre et le plomb LED pendant environ 3-4 secondes.Cela garantit un transfert de chaleur adéquat.Ensuite, introduisez indirectement la soudure à l'articulation, en laissant la chaleur de l'articulation faire fondre la soudure pour former une liaison durable.Après avoir retiré le fer, laissez la soudure refroidir naturellement pour obtenir un articulation lisse et brillante avec une forme de cône.Coupez tout excès de fils une fois que la soudure se solidifie.

Figure 17: Comment souder (1)
Pour souder les fils ensemble, commencez par éliminer l'isolation des extrémités du fil et tordre les fils brillants pour éviter l'effilochage.Chauffez le fer à souder, puis appuyez sur la pointe vers l'un des fils pendant 3-4 secondes pour le réchauffer.Appliquez la soudure uniformément à travers le fil chauffé et répétez-le avec le deuxième fil.Une fois que les deux fils sont en conserve, alignez-les et réchauffez l'articulation avec le fer pour faire fondre la soudure sur les deux fils, assurant une liaison solide.Laissez le joint refroidir naturellement avant de l'isoler avec des tubes thermiques.Cette technique garantit une connexion forte et durable qui résiste à la contrainte physique et à l'usure électrique.
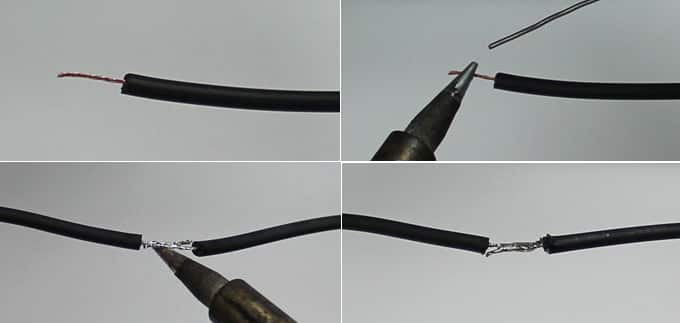
Figure 18: Comment souder des fils(2)
Le désolant est bon pour éliminer les composants électroniques ou corriger les erreurs de soudage.Utilisez une tresse désofiltreuse (ou une mèche de soudure) en la plaçant sur le joint et en la chauffant avec votre fer à souder.La tresse absorbe la soudure fondée, la retirant proprement de l'articulation.Traitez soigneusement la tresse chaude pour éviter les brûlures.Pour des quantités plus importantes de soudure, utilisez un meunier de soudure.Préparez le meunier en appuyant sur le piston, chauffer le joint, puis positionnez la pointe de la ventouse sur la soudure fondée et appuyez sur le bouton pour créer une aspiration, en soulevant la soudure.Répétez les besoins pour nettoyer l'articulation.
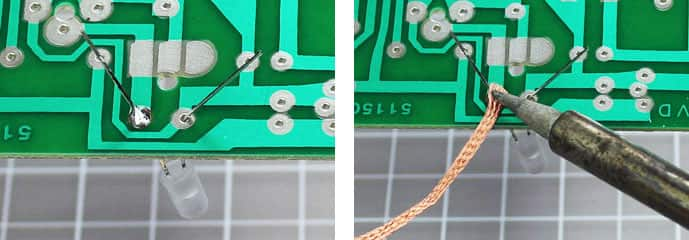
Figure 19: Déso-équilibre
Problèmes de soudage communs
L'excès de soudure peut provoquer des courts-circuits en pontant des connexions séparées, en risquant la fonctionnalité et la sécurité des dispositifs.Voici des méthodes pour gérer et supprimer l'excès de soudure:
L'utilisation de la mèche de soudure: une mèche de soudure, ou tresse désochtile, se compose de brins de fil de cuivre fins qui absorbent la soudure lorsqu'ils sont chauffés.Pour l'utiliser, placez la tresse sur l'excès de soudure et appuyez sur la pointe de fer à souder chauffée sur la tresse.Alors que la soudure fond, elle est absorbée dans la tresse, la retirant de la zone prévue.Assurez-vous que le fer n'est pas trop chaud pour éviter d'endommager la tresse ou la carte de circuit imprimé.
Outil de suceur de soudure: cet outil est efficace pour les plus grandes blobs de soudure.Le meunier de soudure est une petite pompe mécanique qui aspire la soudure fondée lorsque son déclencheur est pressé.Faire chauffer la soudure à un état fondu avec le fer à souder, puis placer rapidement la pointe du meunier de soudure sur la soudure fondée et l'activer.Le timing et le positionnement sont importants pour une utilisation efficace.
Réchauffer et traîner: Réchauffer parfois la soudure et le traîner avec la pointe en fer à souder peut être suffisante pour de petits excès.Cette méthode nécessite une main stable et un contrôle sur le fer à souder pour éviter de propager davantage la soudure.
Mesures préventives: Pour éviter l'excès de soudure, utilisez uniquement la quantité pour l'articulation.Faire chauffer soigneusement le joint avant d'appliquer la soudure et retirer le fil de soudure avant de retirer le feu pour éviter un débit excessif.
Conclusion
Apprendre à souder bien pour quiconque travaille avec des appareils électroniques.Ce guide a couvert les outils, les matériaux et les techniques requis pour une bonne soudure.Il met en évidence l'importance de choisir les bons outils, de gérer la température et d'utiliser les bons types de soudure et de flux.Il explique différents types de fers à souder et leurs utilisations et le rôle du flux dans la préparation des surfaces métalliques.Le guide parle également de prendre soin des conseils de soudage et de méthodes de soudage détaillées, montrant le besoin de précision et de soins dans chaque tâche.Avec ces informations, les lecteurs sont mieux équipés pour gérer divers travaux de soudure, en s'assurant que leurs projets électroniques sont durables et fonctionnent bien au fil du temps.
Questions fréquemment posées [FAQ]
1. Que ne devrait jamais être utilisé lors de la soudure?
Lors de la soudure, évitez d'utiliser des matériaux qui peuvent compromettre l'intégrité de l'articulation ou poser des risques de sécurité.Premièrement, n'utilisez pas d'acides ou de produits chimiques inconnus comme flux, seuls des flux de soudage spécifiques doivent être appliqués.Les soldats à base de plomb doivent être évités en électronique en raison des risques pour la santé et des restrictions réglementaires.Des matériaux comme le plastique, qui peuvent faire fondre ou émettre des fumées nocives à des températures élevées, ne conviennent pas à la soudure directe.
2. Quelle est la chose la plus difficile à souder?
L'aluminium se démarque comme difficile à souder en raison de sa formation rapide d'une couche d'oxyde lorsqu'elle est exposée à l'air.Cette couche d'oxyde entrave la capacité de la soudure à adhérer à la surface de l'aluminium.Des techniques et des flux spéciaux sont nécessaires pour souder efficacement l'aluminium, ce qui en fait une tâche plus complexe que de souder plus de métaux réceptifs comme le cuivre ou l'argent.
3. Avez-vous du cornichon en argent avant de souder?
Oui, le décrocher de l'argent avant de souder est une pratique courante.Le décapage consiste à immerger l'argent dans une solution acide légère pour éliminer l'oxydation de la surface et les contaminants.Ce processus nettoie le métal, garantissant que la souche adhère correctement et forme une liaison solide et propre.C'est une étape pour réaliser une finition professionnelle en soudage en argent.
4. Ai-je besoin de flux pour souder?
Le flux est nécessaire pour souder presque tous les métaux.Il sert à nettoyer et à préparer les surfaces métalliques pendant le chauffage, permettant à la soudure de s'écouler en douceur et de se lier efficacement.Sans flux, la soudure ne peut pas bien adhérer, conduisant à des articulations faibles et à une défaillance potentielle de l'intégrité électrique ou structurelle.Il est indispensable d'utiliser le bon type de flux pour le métal et la soudure avec lesquels vous travaillez pour vous assurer que la soudure fonctionne bien.
5. Pourquoi ne puis-je pas étouffer mon fer à souder?
Si vous ne parvenez pas à étouffer votre fer à souder, cela est probablement dû à:
Oxydation de la pointe: si la pointe est oxydée, elle ne fera pas fondre correctement la soudure.Nettoyez la pointe avec une éponge humide lorsque le fer est chaud.Si l'oxydation est sévère, utilisez une pointe d'étagère ou remplacez la pointe.
Température incorrecte: si la température est trop basse, la soudure ne fonde pas.À l'inverse, s'il est trop élevé, la soudure peut s'évaporer ou brûler, empêchant un étage approprié.
Contamination: Assurez-vous que la pointe n'a pas été contaminée par d'autres matériaux, qui peuvent également empêcher la soudure d'adhérer.
À propos de nous
ALLELCO LIMITED
Lire la suite
Enquête rapide
Veuillez envoyer une demande, nous répondrons immédiatement.

Aperçu des capteurs de pression: fonctionnalité, types et utilisations
sur 2024/08/7
Méthodes de charge
sur 2024/08/6
Articles populaires
-
Qu'est-ce que GND dans le circuit?
sur 1970/01/1 3039
-

Guide du connecteur RJ-45: codes de couleur du connecteur RJ-45, schémas de câblage, applications R-J45, feuilles de données RJ-45
sur 1970/01/1 2608
-

Types de connecteur de fibre: SC vs LC et LC vs MTP
sur 1970/01/1 2162
-
Comprendre les tensions d'alimentation en électronique VCC, VDD, VEE, VSS et GND
sur 0400/11/13 2073
-

Comparaison entre DB9 et RS232
sur 1970/01/1 1790
-

Qu'est-ce qu'une batterie LR44?
L'électricité, cette force omniprésente, imprègne tranquillement tous les aspects de notre vie quotidienne, des gadgets triviaux aux équipements médicaux potentiellement mortels, il joue un rôle silencieux.Cependant, saisir vraiment cette énergie, en particulier la façon de les stocker et de le produire efficacement, n'est pas une tâche facile.C'est dans ce contexte que cet article se co...sur 1970/01/1 1754
-
Comprendre les principes fondamentaux: résistance à l'inductance et connexion
Dans la danse complexe de l'ingénierie électrique, un trio d'éléments fondamentaux occupe le devant de la scène: inductance, résistance et capacité.Chacun porte des traits uniques qui dictent les rythmes dynamiques des circuits électroniques.Ici, nous nous lançons dans un voyage pour déchiffrer les complexités de ces composants, pour découvrir leurs rôles et utilisations pratiques dis...sur 1970/01/1 1706
-

Guide complet de la batterie CR2430: spécifications, applications et comparaison avec les batteries CR2032
Qu'est-ce que la batterie CR2430?Avantages des batteries CR2430NormeApplications de la batterie CR2430CR2430 équivalentCR2430 vs CR2032Taille de la batterie CR2430Que rechercher lors de l'achat du CR2430 et des équivalentsFiche de données PDFQuestions fréquemment posées Les batteries sont le cœur des petits appareils électroniques.Parmi les nombreux types disponibles, les cellules de monnai...sur 1970/01/1 1640
-
Qu'est-ce que RF et pourquoi l'utilisons-nous?
La technologie de radiofréquence (RF) est un élément clé de la communication sans fil moderne, permettant la transmission des données sur de longues distances sans connexions physiques.Cet article plonge dans les bases de la RF, expliquant comment le rayonnement électromagnétique (EMR) rend possible la communication RF.Nous explorerons les principes de la DME, la création et le contrôle d...sur 1970/01/1 1620
-
Guide complet de la HFE dans les transistors
Les transistors sont des composants cruciaux dans les dispositifs électroniques modernes, permettant une amplification et un contrôle du signal.Cet article se plonge sur les connaissances entourant HFE, y compris comment sélectionner la valeur HFE d'un transistor, comment trouver HFE et le gain de différents types de transistors.Grâce à notre exploration de HFE, nous comprenons une compréhe...sur 5600/11/13 1563
Numéro de pièce chaud
-

PS2811-1-F3-A
CEL
OPTOISOLATOR 2.5KV TRANS 4SOIC
SIT8008BI-21-33E-16.000000
SiTime
MEMS OSC XO 16.0000MHZ H/LV-CMOS
4116R-1-101
Bourns Inc.
RES ARRAY 8 RES 100 OHM 16DIP
TLV2432AIPW
Texas Instruments
IC CMOS 2 CIRCUIT 8TSSOP
LXML-PM01-0100
Lumileds
LED LUXEON REBEL GREEN 530NM SMD
0603YC823KAT2A
KYOCERA AVX
CAP CER 0.082UF 16V X7R 0603
178307-2
TE Connectivity AMP Connectors
CONN HEADER R/A 16POS 3.81MM
IRF8910GTRPBF
Infineon Technologies
MOSFET 2N-CH 20V 10A 8-SOIC
MAX481EESA+
Analog Devices Inc./Maxim Integrated
IC TRANSCEIVER HALF 1/1 8SOIC
GRM0225C1E4R2WDAEL
Murata Electronics
CAP CER 4.2PF 25V C0G/NP0 01005
TPS7A6650QDGNRQ1
Texas Instruments
IC REG LINEAR 5V 150MA 8MSOP PWR
OP162HRU
Analog Devices Inc.
IC OPAMP GP R-R 15MHZ LN 8TSSOP
STM32F334K8T6
STMicroelectronics
IC MCU 32BIT 64KB FLASH 32LQFP
MP4561DQ-LF-Z
Monolithic Power Systems Inc.
IC REG BUCK ADJ 1.5A 10QFN
BC860C
Fairchild Semiconductor
TRANS PNP 45V 0.1A SOT23-3
SMA6J6.0CA
Bourns Inc.
TVS DIODE 6VWM 10.3VC DO214AC
MT46H256M32L4JV-5 IT:A
Micron Technology Inc.
IC DRAM 8GBIT PARALLEL 168VFBGA
SIT9121AI-1D2-33E156.253906Z
SiTime
SIT9121 - LOW POWER PROGRAMMABLE -

BM22-4S-V(51)
Hirose Electric Co Ltd
CONN RCPT 4POS GOLD SMD
5.0SMDJ75A
MDE Semiconductor Inc
TVS DIODE UP 75VRWM 121VC
CL10C221FB8NNNC
Samsung Electro-Mechanics
CAP CER 220PF 50V C0G/NP0 0603
SN74CBTLV3384DBQR
Texas Instruments
IC BUS SWITCH 5 X 1:1 24SSOP
MMDT4403-7-F
Diodes Incorporated
TRANS 2PNP 40V 0.6A SOT363
MP1497SGJ-Z
Monolithic Power Systems Inc.
IC REG BUCK ADJ 3A TSOT23-8
GRM1885C1H751JA01D
Murata Electronics
CAP CER 750PF 50V C0G/NP0 0603
TX1318NLT
Pulse Electronics
TRANSFORMER SMD
XIO2221ZAY
Texas Instruments
IC INTFACE SPECIALIZED 167NFBGA
LM74701QDDFRQ1
Texas Instruments
AUTOMOTIVE 3.2-V TO 65-V REVERSE
TMS320DM642AZDK6
Texas Instruments
IC FIXED-POINT DSP 548-FCBGA
MIC5370-SKYMT-TR
Microchip Technology
IC REG LINEAR 2.6V/3.3V 6TMLF
MDB-73H+
Mini-Circuits
IC MIX 2.2GHZ-7GHZ UP/DN 24VFQFN
BQ29209DRBT
Texas Instruments
IC BATT PROT LI-ION 2CELL 8SON
LTR-559ALS-01
Lite-On Inc.
SENSOR OPT AMBIENT LGT PHOTO
06033A821JAT4A
KYOCERA AVX
CAP CER 820PF 25V C0G/NP0 0603
STM32MP157DAC1
STMicroelectronics
MPU WITH ARM DUAL CORTEX-A7 800
T494X227K016AT
KEMET
CAP TANT SMD LOW ESR -

A3P125-FGG144
Microchip Technology
IC FPGA 97 I/O 144FBGA
74ALVTH32244ZKER
Texas Instruments
IC BUFFER NON-INVERT 3.6V 96PBGA
SN74ALS151NSR
Texas Instruments
IC MULTIPLEXER 1 X 8:1 16SO
SN74AVC4T234ZSUR
Texas Instruments
IC TRANSLATOR UNIDIR 11UCSP
S-818A25AMC-BGFT2G
ABLIC Inc.
IC REG LINEAR 2.5V 150MA SOT23-5
74AUP1G07FZ4-7
Diodes Incorporated
IC BUFFER NON-INVERT 3.6V 6DFN
F5QA881M5M2AU-J
Taiyo Yuden
FILTER SAW 881.5MHZ 5SMD
A170PB
Powerex Inc.
DIODE GP 1.2KV 100A DO205AA
TPS54A24RTWR
Texas Instruments
PWR MGMT SWITCHING REGULATOR
PAL20R6ACNS
Vantis
OT PLD, 25NS, PAL-TYPE, TTL, PDI
IS45S16160J-7TLA2
ISSI, Integrated Silicon Solution Inc
IC DRAM 256MBIT PAR 54TSOP II
NLP65-7629
Artesyn Embedded Power
AC/DC CONVERTER 5V 12V 65W
SMBJ12A
Bourns Inc.
TVS DIODE 12VWM 19.9VC SMB
PLA193
IXYS Integrated Circuits Division
SSR RELAY SPST-NO 100MA 0-600V
MIXA60WH1200TEH
IXYS
IGBT MODULE 1200V 85A 290W E3
LM2931CDR2G
onsemi
IC REG LIN POS ADJ 100MA 8SOIC
XC17S200APDG8I
AMD
IC PROM SER 200K I-TEMP 8-DIP
P4SMAJ15ADF-13
Diodes Incorporated
TVS DIODE 15VWM 24.4VC D-FLAT